#3D Print Gulag
1 messages · Page 10 of 1
I tried PETG once, wasted a spool just trying to print a mask, so not gonna try that🤣
some people love printing PETG others hate it. I am not the biggest fan
Lets say, I prefer printing with TPU, because I know what I can expect
lol I really didnt like TPU
TPU is a strange material
at the hardnesses used in 3d printing it just cant figure out if its a plastic or a rubber. what is interesting is how crazy strong it actually is
that is probably a really good use in cosplay, printing tpu straps for holding armor parts on
like an alternative to leather
I want to dive deeper into cosplay stuff but I dont think I will ever be able to actually wear the stuff. my agoraphobia kinda kills that idea
like I keep getting tempted to make the rest of the armor that go's with that helmet
and then the horrible idea of making a life sized draugr to put the armor on with glowing eyes comes into my head and I know I am going off the deep end
I asked CoPilot the difference between ABS Resin and Tough-PLA.
And because it was hot outside it could've weakened the Tough-PLA enough that it became "brittle", especially against a direct strike.
ABS Resin is made to survive high heat and constant vibrations, and in theory should survive direct impacts much easier and for longer.
It even said that Lego is made with a ABS like resin, and I know Lego is extremely tough.
I was wondering if there were high temp resins seeing as my FDM printer cant do high temp filaments. would be handy
I thought lego was just made of standard ABS
ABS injection molding actually I just found😅
Stupid AI
wikipedia says they are ABS but in 2018 they started mixing in some bio derived polyethylene
so they can pretend to be sustanible
Even if ABS Resin comes close to ABS Injection Molding, it would help a lot.
I always think of ABS as very weak and brittle plastic. because nearly every time I touch the stuff its been old car interrior parts and if those parts are ABS they will be brittle trash.
part of that being UV of course
PLA is weak against UV for some reason
but its not just UV, abs gets brittle even without exposure to UV. that just makes it happen faster. its led me to absulotly HATE ABS
less of a problem with 3d printed stuff I am sure unless your printing something that is ment to last 10+ years
Nah, a year is good enough.
I am currently testing PLA+ in the shower, how long that'll last
I have heard PLA is weak to UV but I have never actually seen the results of it. my PLA window vent for my spray booth/laser air system is still in great shape dispite living in a window that gets a few hours of sun every day
lol OMG... PLA in the shower I have some data
I talked about it when it happened, I had to replace my shower drain with a 3d print. I think its been about a year and a half now, still going!
It was all I had, we needed shower curtain hooks for a rectangular rail that was too wide for normal curtain hooks😅
So if it breaks then I know what to do better next time.
I think I can safely say that PLA dosnt have much problem with water exposure
That has also been my experience, resin more brittle than filament.
oh shower curtain hooks will last just fine
Great for gaskets and o-rings in a pinch.
The question is with impact at 30°C outdoor temps, so I was looking at ABS Resin for that because I know it's used with ICEs.
My brother already broke 1🤣
He wanted to show his friend how strong it was.
my kayak hangs on my wall on a pair of PLA brakets, if those brakets fail the kayak will fall on my head. but they do have a wooden reenforcement
because of the creep problem I mentioned

I guess we'll see how good ABS Resin is with Cosplay next year.
Are there actually photopolymer ABS resins? They are all advertised as "ABS like" as far as I remember.
I will put cloth behind it so if it gets damaged it keeps it together
I am really not convinced about the "improved" PLA options, tough, plus, pro and all that. the Plus I tried was so much worse then regular PLA in almost every way.
they never tell you the real trade offs either
Sunlu has ABS Resin, it doesn't say ABS-like resin
like does maybe tough PLA have better impact resistance but worse layer adhesion? if something like that was the case it would explain what you experienced
that is the huge advantage of PETG really, its got crazy good layer adhesion and that in many ways makes it seem like a stronger material
All I know from tests is that it bends, not direct impacts.
And with a single direct impact and saw it shatter, I stopped using it for Cosplay parts.
I really wish these companies were more transparent about what they are actually selling us
Really? Neat. Where?
I cant imagine it is actually ABS, far as I know ABS just dosnt work that way
on there website it says its ABS-like
I wish they showed actual tests and not words and pictures.
Heck, Anycubic has much better Silk Gold than Creality.
its on sale really cheap right now...
ABS is inherently a thermoplastic, not thermoset, as far as I know.
Who knows, so far what I keep finding is that ABS-like or ABS Resin is still more impact resistant
from what I understand UV resins will always be either acrilic or epoxy based.
well now flexibles are comming out, I dont know what those are made of
I remember seeing something recently about someone managing to make a UV cured silicone but I think the company doing it was being all super propitary with it and saying only there printers could print it and its like 200 bucks a bottle of some nonsense
So, ABS-like Resin should be as tough as ASA, but weaker than Polycarbonate.
Polycarbonate, well, my printer can't print that so I am out of luck there.
that is a weird one to compare it too, PC is a super stiff material. Nylon is the super tough one
that is what I ment about the dream being to be able to print large nylon parts reliably. that would be perfect for cosplay
but its so warp happy that just isnt happening without fiber reenforcement and then its not as good and a bit of a health hazard
also $$$
All I asked was what's tougher than ABS-like Resin 😂
My printer doesn't even reach 300°C to print PC
Lots of things are, UV messes with a considerable portion of everything in organic chemistry (the home of plastics). It weakens some of the inter-atom (covalent? It's been a while) bonds, which can allow them to rearrange themselves or even let atoms be swapped out for others (and now your plastic is contaminated at the polymer level)
UV is a bitch I know, I am a tetrachromat and if I don't protect my eyes I literally can become blind while going outside in the summer.
That's just because your eyes are abnormal, not because uv is fucky
That's also true🤣
UV and Ozone. they murder all the carbon based things
UV literally tries to kill me. still dont know the specifics of it because every doctor I go to dosnt give a shit or dosnt believe me. but UV light is very painful to me and more then 15mins of exposure gives me a dangerous allergic reaction
ended up in the ER a few times as a kid because of it
so fun having to be covered heat to toe when going outside in 90f+ temps
I burn very easily, and can see UV, my eyes are also very UV sensitive and I can see blurry with prolonged strong exposure.
I am in Bonaire for a few days now, and have to walk around like a desert person to prevent skin burn
UV is fucky😅
But reading about all the tough 3D print stuff, I am gonna try ABS-like Resin, Nylon seems to be pretty iffy as well
nylon is the OG super plastic but its a nightmare to print sadly
I suspect I will be getting allot of transparent or translucent resins. because I will want to pigment them my self with mica powders
Dry spool(fun in the Netherlands), prefers direct drive(I have bowden printer), specific settings.
your printer is direct drive, it has a reverse bowden
its the kobra S1 right?
that printer should be able to do nylon ok, at least smaller parts. big parts is where the warping monster really comes to bite you
the drying requirements are hard. you need to dry the shit out of it then print from a drybox
It's only been raining for like a week straight 🥲
🥲
I took the sun with me to Bonaire, I am sorry
Yes, it has a bowden tube😅
I have the 1 with the AMS
"it has a tube" doesn't mean it's Bowden drive.
There are gears in the print head that pull filament.
Bowden drive: extrusion pushes filament
Reverse Bowden / direct drive: extrusion pulls filament
But the AMS pushes the filament into the print head?
Does the print head still pull it through?
yep
you can use it without the AMS, I mean you kinda need too for flexibles because flexibles dont like being pushed
I'm not specfically familiar with the AMS type thing on that, but, the general idea is that the AMS / filament change pushes filament until it is detected as engaging in the gears of the extruder in the toolhead.
you know the whole trying to push a rope thing
It keeps pushing though, I saw on the back of the AMS, it has these things that pop out when it tries to push😅
Nope
Yes, it does, that's for "coarse" making sure that the extruder doesn't have to drag filament the whole way.
But the fine control is coming from the extruder on the printhead.
try and push a rope instead of pulling one. it dosnt work so well. that is why flexibles suck in traditional bowden drives and while they dont work very well in an AMS that pushed from one side to switch and pulls from the other side
Fair enough
Wait, so most printers with a bowden tube are reverse bowden printers?
I made it work once, then never again 😅
It was hell
If there are gears or something pulling filament inside the print head, yes
I've done a few TPU prints on an Ender 3 Pro. (95A or 98A, I keep forgetting...) It worked, but I had to run it REALLY slow.
I've also done one or two on my P1S, bypassing the AMS and using the external spool feed.
On the Ender it may have literally been 5mm/s.
My Ender 3 is only used for simple stuff, there's a massive chance it fails a print
I lied, 20mm/s, but only 10 for walls
5mm/s sound incredibly slow😅
Like a multi day print
Tiny prints. O-rings and such. No more than 5mm thick, mostly around 2mm thick, and all less than say 40mm diameter.
Fair enough
Anybody else ever manage to kick off a print with a spool of filament manufactured less than 2 hours before? Having a local filament manufacturer is nice.
it is a concern of the dog bone that will hold 2 together to suport the monitor
currently I have it undersized by .005"
Just hook their extruder up to your printer at that point 😂
They also run a print farm so that might not be far off. I'm not sure, but I'm under the impression they started making their own filament because they weren't thrilled with quality consistency or price with current offerings
At some point it's probably cheaper to make your own filament and buy the pellets in bulk
So that makes sense
I really wish pellet extruders would go main stream
but seeing as most printer makers make a fair bit of there proffits off of fialment sales that seems unlikely

All3DP
The brand, conspicuous in its non-use of RFID for filament tagging, has released OpenPrintTag, an open source solution to cross-printer writable spool data that anyone can use.
Heard about this over on the discord for Polar Filaments.
There's some issues with it. Costs might be too high, format's somewhat space inefficient, there might be other open standards already out there that are better
There may be some bias though
but didnt someone else release an opensource RFID filament tagging system like 6 months ago?
ah it was apperently Elegoo.
back in may
This is the one Polar has a hand in
https://opentag3d.info/

OpenTag3D
An open source standard for 3D printer filament RFID tags. Designed for compatibility between printers, filament manufacturers, and accessories, implementation is simple and low-cost.
ok... I'm currently not a fan of PLA-CF.
I just tried to use the first roll I got with my Elegoo Centauri CF printer and after each of my first prints the filament got stuck and didn't continue to feed...
They did switch to 900g spools "to be the most compatible" which makes for the more inefficient design you mentioned.
Costs should not be any higher because of the tag. Actually it's better that it uses NFC because almost every phone already has an NFC reader/writer.
RFID tags can technically be made cheaper but they are less adjustable.
I'm also for placing the tag in the center of the spool because it allows continuous communication
I do not know about those other open source standards, tho since you mentioned it, it kinda feels like that "standards" comic by xkcd
https://imgs.xkcd.com/comics/standards.png
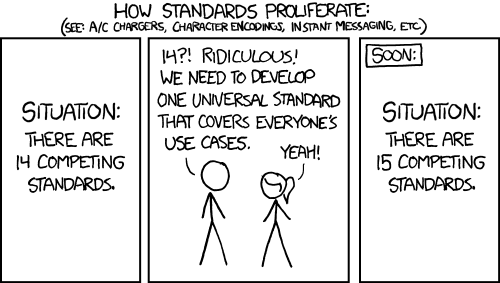
I mean that is how it always go's
what is the point in PLA-CF? adding CF makes filament stiffer and more warp resistant when printing. PLA is already stiff AF and very low warp... all the downsides of adding CF to a filament seem to outweigh any reason to add it to a low cost low temp filament like PLA
Because I just started and the rolls where additions to the printer.
So, I am obviously mit experienced yet.
What's the part it got stuck in?
Somewhere in the hot end assembly.
I haven't disassembled it yet, but I have to, since it's not sticking far Out enough of the radiator to get a grip with pliers
Was it a multi-filament print?
No
Hmm I see cuz I had my first multi-filament print clog the extruder because of different filament types
my understanding is the Centaury printers have a minor problem with the filament path. it bends too sharp at the top of the printer before going into the extruder. I think there are a number of fixes out there for it.
That's not a problem unique to them, for sure. Having some issues with that on my P1S
they all want to keep them compact so they dont make the tops tall enough and the tube has to bend too much
Riser might be one of my next prints, now that the printer hasn't been continually spitting out skeletons or ghosts
I have mentioned a few times you can counter warp by adjusting the design of a part. finally found a good video on the subject https://www.youtube.com/watch?v=iPZoDltS30A

🟠 Try Portals:
https://tinyurl.com/2amzeezy
Warping is one of the most common and frustrating issues in 3D printing — but it doesn’t have to be. In this video, we break down why plastic parts warp, what’s really happening as they heat and cool, and how to design your parts so they print perfectly flat every time.
We’ll cover how to:...
"Oh did your print warp?" "Nah, that's by design"
So, that is stuck now and I don't see a way to detach the radiator from the hot end to then get a grip in the Filament.
I saw a video, where there were some screws to loosen, but Elegoo removed them from my Version.

this is neat: https://www.youtube.com/shorts/Pay8bjxUsfE

after some mild annoyance I have I am starting a test print

well it is going now
Looks like there was some warping on the 4-5 sepporator

All but the .1 free turn and the .1 was only slightly stuck
what type of infill would you recommend?

I've also just got told that using gyroid instead of linear infill VASTLY reduces warping.
Gonna try that next. (sometimes I switched to linear because I hallucinated that it would be more rigid)
Can't you just feed in more filament by force and thereby flush it out?
Given that people say "printing large squares leads to much deformation" same as I got recommended - gyroid.
Also DEFINITELY use brim (ears at least)
last time I tried it, it just didn't feed at all, with a break in the same area
I mean feed by force, not by motor
So the break is between hotend and extruder assembly?
This was my issue (it happened due to mismatched material purge temps tho)
it broke direktly above the heatsink
like this?
or should I go with a large overall brim?

or use this brim (what it genorated with

Yeah, sharp corners tend to lift up, probably don't need to go for the whole edge tho
how big should they be? or would I be better off fileting the corners
Fillet really would help if you want to avoid the ears
If straight edge isn't needed
but that was a good hint anyways. I just realized, I could heat the nozzle up to the melting temperature and use needle to then get enough filament pulled up the heat sink to get a grib with pliers
Yea exactly
ok, now my printer head has issues feeding.
There is a gear rotating, but it's making clicking noises in an interval.
I guess I have to desassemble the part XD
ok, I think I isolated the issue.
The clicking sound only appears, as the printer tries to feed the filament.
Once I unloaded the filament and try to load while empty, there was no such sound.
So I think the nozzle is just clogged.
But I don't have anything at home to push the filament through the 0.4mm nozzle
it is most likely the sound of the gear skipping a few teeth as it's trying to drive down the filament
and all that happend, once I started using PLA-CF... so I wont anymore XD
didnt your printer come with a nozzle cleaning kit? my older Neptune 3 Pro did. would be lame if they stopped including those
mine came with 3 long needle thingies for cleaning the nozzle if it gets clogged
but yeah the clicking your hearing is probably the extruder skipping as it tries to feed past a clog. dont keep running it trying to force it through as it will clog up or ware the wheels in there. you will likely need to clean them as well
I think most people I know that print CF filaments use a 0.6 nozzle because its a bit more clog prone
no, I didn't had such a cleaning kit.
But I will go to the local pharmacy tomorrow, perhaps they have some accupuncture needles, otherwise I have to order some.
hmm... I am running into another issue now...
I don't find the option to deactivate the brims in the elegoo slicer.
I want to print that face down on a textured build plate but the slicer fills some of the negative spaces in the letters with brims.
I knew I saw the setting somewhere in the program, but I can't find it now.
And all the Help google sends me is usually for other 3D Printers and their software

For the setting that looks to default to auto look in the others tab under skirts

Google seems to suggest Elegoo uses a fork of the orcaslicer and the manual I found suggests the same cause I recognize that tab from what my printer uses which is a fork of the orcaslicer.
https://3dprinteq.dk/wp-content/uploads/ElegooSlicer-User-Manual_V1.1.7.pdf
elegoo's "new" slicer is just a reskin of orca from what i know. honestly just use orca...
using the rebranded slicers that companies come out with is almost never a good idea, the main branch of the slicer will probably have all the profiles (maybe even better tuned ones) and it will be up to date not 5 updates behind the main branch
Aggravatingly I run bambu studio and orca. Bambu doesn't show humidity levels in AMS anymore, and Orca won't let me change text in an existing text object in a project.
now I found it. the Others tab was off-screen in the settings XD
I take it back, Bambu is showing humidity now. But I'm pretty sure there was an update it wasn't. I think. Maybe.
Awesome, glad you found it.
Bambu switched from humidity percentages to humidity Grades (A-F or something)
not sure why but maybe because they noticed, their sensors are not that accurate 🤷🏽♂️
Yeah, I know about that. They switched from numbers 1 through 5, to A-E, but one of the updates just flat out didn't show it. I think.
this is what I plan to do with it I can look into making a custom filet that uses an ellipsoid radius

making a feeler cube for work (feeler gauge but well a cube)
what type of infill should I use (small sub 25mm^3)
Damn... I just tried using a textured buildplate for my D&D spelltracker.
But printing upside down ruins all the surfaces raised from the plate.
I like the textured surface, but the "better" Version on the left has other issues even with the ironing setting...

look handy
What I'vve grown accustomed to is printing the faceplate separate with a slide-in mechanism
I was considering printing that in 2 parts initially, but I then abandoned it in favor of simplicity and the K.I.S. principle.
K.I.S.? 🤔
keep it simple
Nahh F that, whaddowegot a 3D printer for lol
For me it's 3d modelling and problem solving combined 😄
Exactly! And when there aren't Problems, we create them! ^^
But at the same time, the simplest solution ist often the best.
At least that's how I see it.
bah, there are good solutions and then there are cool solutions. I know what one I am going for
but honestly sometimes KISS will lead you astray, some times to get a good result you do have to make things more complicated then would seem ideal
you could improve the quality of the unsupported peg holes in that design by making the holes self supporting. your still going to get that rougher surface texture of bridging.
Absolutely agree haha
just make the faceplate slida-able :P
Bonus: you can use multiple colors ;)

something like that. but for small holes i only do a square self supporting layer not a full hex or octogon
Huh? How does that make it self-supporting?
it makes it bridgeable
those would be printed upside down from what is shown, so the holes are floating unsupported
those straight sections outlining the circle make bridgeable areas that will then support the round cutout
OHHH SNAAAP lol never thought about it like this
Ya got a plugin for that perhaps? :D
I do everything in blender manually. no idea if there are plugins or anything like that
So you don't use f360?
I wont use any autodesk products. along with adoby they are on my blacklist for being evil
Yeah understandable - i kinda grew up with fusion tho and don't really know of any free viable alternatives with similar feature sets
onshape is technically full cad but you don't own your moddles they are all cloud stuff
that is what I have been using but I am used to cad (NX and solid works)
@knotty falcon Join the fun over here. We don't bite. Hard. Usually.
no biting? im out
Well, not without consent anyway
my D&D minis that need sorting
Bait (front left) - A mute Gnome Rogue who was raised as a "dog"
Seht Nak (back left) - Gnorri Barbarian, a fisherman who wanted to die in glorious combat (achieved)
Ranek (front right) - Dwarven Scholar (wizard) who is exploring middle earth trying to recover the knowledge and written histories that were lost when Smaug took the mountain
P T Marau (back right) - a lizard Cleric/Lock, Think D&D John Constantine, Private investigator (hired to find seht when he was sent to hell by a Rakshasha)
and the Ghost of Ag an tus' twin brother who serves as his echo (echo night) but i still need to print Ag an tus again after a miss print 😄


for people that have a Centaury Carbon. https://www.elegoo.com/blogs/news/update-notice-on-centauri-carbon

ELEGOO Official
Dear Centauri Carbon Users, Thank you for your continued support for Centauri Carbon since its launch. We have received positive feedback on its user-friendliness, printing speed and quality; Additionally, the multicolor add-on has been highly anticipated. Based on recent feedback, we hereby share with you the followin
as its starting to look like they might not be able to release a AMS type system for it, at least not for a while, they are offering some compensation options
soon (tm)
Also, make sure toy calibrate your Filament swaps.



Saved half a kg of filament calibrating before printing.
is that the Gambody one?
Its Martin Taichis Rocinante, havent decided on what to do with the PDWs, theri an absolut pita to print in PLA Matte, as its so brittle.
https://makerworld.com/en/models/20204-rocinante-from-the-expanse#profileId-519475
Thrid print profile, but with 3 colors instead of 4.

This is my Rocinante model which is supposed to represent the Rocinante ship as it featured in the very last episode of the season 6 of the show Expanse. It has CSL plating, railgun, PDCs and torpedo tubes. The model is 50cm long and has several features.- Retractable PDCs- Posable landing legs- Retractable Airlock cover- Extendable Air-bridge.-...



I love how I have lik e75% of this server hidden and have never seen this

Just ordered some colors to do a Roci, will be fun to get thag set up, but after the move I need to find the rest of my colors haha, and my shelves
All that ammo up there printed?
Yeah, the grey cap on the m71 is very "silver filament"
@high crag ahem

Tbh, it is hidden away in the threads of the tech-lab
Going to do a giant Lego style wreath?
I need to get out my wreath with 3D printed ARMCO logo from the christmas box
(I somehow didn't see the newer messages, and thought mine was going right after RogueAce's X1 carbon with the giant Lego leaves on the build plate)
On attempt number 4 now on the NCC1701-E Nacelles.
Yay for print failiurs and a extruder jam.
Given up on printing with the .2 nozzle and now printing with the .4 at 0.12mm
vertically ... 😅
do not do this on a bed slinger 😅


(probably dont do this on a core XY either 😅 )
250mm tall, ~2mm wide contact with the build plate.
Heh don't think that's enough, when printing at full speed xD

Yea im doing a whole little tree
I did make this

Just imported the armco png and used it as a guide to sculpt the shape then hollowed it out, and thinned the front bits to be abour 0.5mm thick and painted them in the slicer
Cool, cool
Basically how we made mine as well, traced the shape and extruded
Painted mine with an orange marker though 😝
The true question though is the icon orange or yellow 
Orange.. 
Cool people pull it right from the .svg! 😛

make a WLED version with all the RGB
currently playing around with a program that lets my turn medical scans into models. going to 3d print my brain and put it in a jar
Lol nice
seen people do it yellow before 

welp im buying the Bambu A1 so im interested in getting into this hobby. now i just need to make room for it somewhere in my apartment
Give the "Combo" some serious thought. The AMS is useful.
But one filament at a time is still fine for most uses.
And my most highly printed multicolor ones were color switches at layer switches anyway, so any printer can do it reasonably easily
i thought about it. im not to interested in multi color
i dont have a need for it as ill be painting everything i decide to print
The other big use of it is dissolvable or otherwise incompatible materials being used as supports
mmm
Followed by automatic switch to compatible filament if it runs out mid print and you have a similar roll loaded
problem is its $100 more than im willing to pay for so if im going to do that im going to just not buy one for now and have to save up
totally fair. sounds like you've given it sufficient "serious thought"
the fact its not an upgrade i can buy later actually irritates me
What?
It totally is, just costs a bit more
at least I'm pretty sure you can buy all those bits separately
A1 Combo is A1 + AMS unit, and maybe some other free bits. My P1S combo came with 2 either 250g or 500g rolls of PLA (I forget which) and a small roll of dissolvable support filament, plus a built kit for some trinket
i was just going to buy the ams unit later
but now im second guessing it so ill just hold off on buying a printer till i can buy the combo
If you know you're going to, and have the cash, I'd say do it now. Deals are decent. But the deal is still good for the A1 itself.
its more than i wanted to pay but i bought it
ONE OF US! ONE OF US!
yeah sadly its on back order till dec 28 but thats ok
No local Microcenter or anything?
nope i ordered it straight from the company
They do have the lowest prices there last I checked
indeed
120 compated to only 80 in other places
now excuse me while i go cry about the dent in my wallet lol
It's a very capable machine from my understanding
its fine ill just work through the next 2 weeks and it will be ok
Just remember to add some kind of protein to your ramen
Started with a ender 3, gave that pos away once the a1 mini was released, and iv since sold the a1 to someone at work and now have a H2S😅
The H2 is several levels of more overkill then what i really need, but got it for my FPV side hustle.
The A1 is a really good printer for its price, and all bambu printers are much less headache then other brands.
They have focused of ease of use and consistent printing, instead of having to compile tour own firmware 👀
I do not miss my Ender 3
I have an elegoo neptune 4 pro now, but also started with an ender 3. Since i have the new one, i have turned the ender on once. Have been thinking about getting a Bambu though
Bambu app is neat, if you dont mind that they know exactly what your printing 😅

For prototype stuff i run lan mode
Lol, my prototype stuff all goes to my other printers, the bambu is my decor and random stuff maker. Lan mode is fine but I hate how so much of their firmware is a black box
I was given an ender 3, I was never able to get it to work lol
It takes a lot of tinkering, I learned a lot
"Do you want to play with printers, or print stuff?"
The AMS combo deal costs significantly more when getting standalone so....
ONE OF US ONE OF US 
I love my H2S 😅




Nice details 🤤
very nice. how long is that?
wish I had a {working} toolchanger printer for stuff like that.
also wish I had the money to finish mine (well its not a toolchanger, but it has multiple nozzles on the toolhead)
Time for the ARMCO Christmas decoration

55cm 😅
all martins ships are around 50cm
😅

what was this supposed to be?
A spider nest of course 🥲
JK it would have been a rectangular block of a larger structural print
Man wth...
What am I even to do at this point? 😂
I turned off the fans, I pre-soaked the chamber, I use non-linear infill

Do I need to turn off the heatbed after the first couple layers or what?
What material?
Still ASA
I mean... Maybe
Then I need spray glue for sure...
or some other bed plate
Painters tape?
Not tried yet - I have some cheap Paper-based painters tape
Apparently the engineering PEI plate already has good stick-ability...
not much left except a chamber heater
I sometimes use that
what is the use case for ASA?
temp and UV resistant
ASA is basically ABS with some UV resistance so it dosnt turn into brittle crackers quite as fast as ABS does if its in the sun. but like ABS actually maybe worse, it warps quite badly when printing
and releases toxic fumes
FWIW, I've heard ASA is basically "ABS but a tiny bit better in every way", but I've only printed with ASA, not ABS, so take that with a grain of salt.
not as bad as nylon but bad enough.
If you like painting you basically can paint a UV protection layer onto ABS, it's what I am doing with PLA
yep, honestly think paint is the real fix for UV and looks better anyway
nylon more of a PITA or more toxic
PITA, it warps like crazy and the drying requirements are a bit insane. stuff has to be bone dry
nylon also does release some nasty fumes I think but at least they dont stink as bad. still fairly sure ABS/ASA is way more dangerous
ahh fortunetly it is rather dry where I live but I will get/build a drying rig then
like 20% humidity in my bedroom with an attached bathroom and that is kinda a high
nothing is dry enough for nylon, it has to be dried and printed from a dry box
oof
Nylon is a bitch, warps like crasy and ruins any fun you could have in printing. Also it's not as strong as you think it could be.
When two layers can just decide not to bind, it's just game over.
I stick to ABS when I need stuff to be strong, and the appartement setup is not as difficult as people make it out to be, unless you have a printing farm.
Depending on what I build I use a mix between ABS-like resin and tough resin.
Tough resin is pretty bendable while ABS-like resin is tough but brittle
This is my ABS setup.

Oh it's a resin printer.
In my experience those are just brittle no matter what...
If resin is brittle it might've been curing for too long
while you want to get the very outside completely dry due to health reasons,
afaik the inside should stay ever so slightly uncured to avoid brittleness
Tough resin is pretty bendable, that's why I use a mixture.
ABS like resin is very brittle but very strong.
Anyone has an idea of why this shit happens ? Do I have a colony of australian spiders living in my PETG ?


Normally that's from overfeed from the extruder. Is your extruder width/feed speed set correctly?
Yeah I did the calibrations manually yesterday
A torch or lighter is your best friend
Is it real advice or for the spiders ? 👀
I've many of you posts and you're a menace, I can't tell if you're joking anymore
I'm not
So it's a normal phenomenon ?
Not sure, i don't print a lot of petg, but that is how i deal with stringing
Also helps with edges you've snipped off where it turns whiter, just pass a lighter over it. Melts the surface ever so slightly and gets rid of the discoloration
I'm probably gonna get rid of my PET(G) it's always been more of a hastle than ABS and the results are oftentime unusable/unsatisfactory
I might be trying out some nylon to do gears for a rope making machine.
No but seriously people, this isn't a joke. I use a heat gun to get rid of the little stringy bits like this, it's instantaneous and near perfect.
I joke around a lot, but sometimes I'm serious
That said, stringing usually means over-extrusion or lack of retraction, right?
Or wet filament
I guess if I go nylon I'll have to experiment with drying filament. I've never done it, I've always kept it all in a relatively sealed cabinet with a big tub of desiccant.
what your seeing there is not stringing, its a commmon problem with holes/cavities in 3d printing and happens because of warping as the filament cools. you have a circle of filament that is trying to get smaller, if the layer adhesion isnt perfect a section of it will come unstuck and pull inward making a line across the gap. I dont know a good way to solve this other then to avoid overhangs in small holes and try to improve your layer adhesion by bumping up the temp a bit. I have been fighting with this same problem for a long time on many parts
I see ! Welp I might give it a try
Do you think I should bump up the plate temp or the nozzle temp or both ?
nozzle temp, how hot are you printing now?
or it might not be the temp you need to boost, you might want to lower cooling. esspecially on a part like that with almost no overhangs. you can get killer layer adhesion in PETG by printing with little too no cooling
I followed the manufacturer's instructions, with 255°C on the nozzle
But I remember that the nozzle cooling fan stays at 0% throughout the process... That might be it ?
I am not sure, i would have thought zero cooling would work better but maybe a little more cooling might help. as I said its a hard problem to solve and I have never found one good fix for all situations
I dont print PETG much (I run into this problem with PLA)

assuming this is what its doing
on a big print

Hey, as long as it works...
Personnally I'm just gonna skip on buying PETG. I'm gonna stick with PLA/ABS and that's gonna be good enough for everything
Everyone told me that ABS was a warping nightmare and so on but I don't remember as many failures as I did with PETG
Fan off for strength, fan on for looks (for petg that is)
Also for anyone trying to print warp-prone material (abs, asa, nylon, etc) always see if you can get and live with the properties of some sort of fiber filled version, even if it's wood fill. The fibers (up to ~20% fill) significantly reduce the coefficient of thermal expansion and thus reduce warping by a lot.
recommend glass if you have to do fiber fill. hardly plensent to handle but much safer then carbon
and then paint your parts!
I'm a bit distrusting of filled plastics because of potential cloggings and nozzle degradation
A hardened nozzle would solve the second issue
Will try but not much use for the 7KGs I have left without fibers xD

Don't -specifically know WHICH of these did the heavy lifting but:
- Archimedian Coordinates Bottom and Top Layers
- Gyroid infill
- 0% Fan speed (except 10% for overhangs and 10% first 2 layers)
- Pre-Soaking chamber to 50°C via heat bed
seems to have done a trick 🤔


I read the chamber temp from the nozzle btw

What kind of artefacts are these tho?
They only happened in those two corners and the seam is somewhere else 🤔

lol, still trying to print the kind of shapes that are near impossible to print with a warp prone filament
I offered a friend to print something for him - it is one of the best prints I've done with ASA xD Dimensional accuracy is pretty great and nothing on this is warped
I think i know what that artefact is tho:
Bambus originally sealed and constantly environmentally controlled filament seems to have wet spots about every inch and makes bubbles (which I can hear pop during the print!)
And directly after this print it crapped the bed again after 6 layers...
at that point it's not even the temperature difference.
I'll try painters tape next
have you tried adjusting the geo of the parts to counter the warping? putting a grid pattern on the bottom for example?
I linked a video about this a while back
there is only so much you can do to improve bed adhesion and after a point it just wont matter, you either have to adjust the model or use a fiber filled filament
a large flat square like the above print is like the worst situation for warping. you also made it even worse by having the 2 parts close enough together that the brim is joined. remember the brim is part of the print, its going to want to do some shrinking as well so 2 seperate unlinked brims around those parts will meen shorter lines so shorter distance its pulling
#1058874733610946581 message
that is the video I was talking about
That I haven't tried - tho it's also not feasible for the usual stuff I print, the geometry is usually fairly complex and since the bambu slicer doesn't support to make the bottom wider in-slicer fusion would probably just crash with my parts xD
Thanks for mentioning that connected brim thing - I kinda just assumed "more connected bottom surface means more stick"
haven't thought about it like that at all 😳
The part that failed is totally different to that box tho, the box literally is one of the best Quality ASA prints I've had
"... doesn't support to make the bottom wider"
I think you can increase the brim size if that's what's meant
Noctua Fans Rejoice: Prusa Unveils Color-Matched Prusament PLA all3dp.com/4/noctua-fans-rejoice-prusa-unveils-color-matched-prusament-pla/
that's not what I meant - I meant changing the object itself (scale wider at the bottom, precise at the top
I honestly wasn't sure, was slightly ambiguous as I read it, hence the specific reply.
Im just gonna go ahead and add to the asa printing party info. Dry your ASA, pre heat the bed for like... an hour and don't open the door until the print is done, and use a smooth pei sheet cleaned with windex
And avoid having any fans running on the printer, none for the first 20 or 30 layers
Okay so smooth pei and specifically drying is the part I haven't tried yet
Didn't think drying is necessary if it hasn't gotten humid haha
And glue, dont forget the glue
I prefer painters tape
I use this for all prints with a buildplate temp over 65, sub 65 i use the bambu glues.

When the plate cools down it loses almost all adhesion, and you just wipe it of with water
Frankly, the wife's hair spray is good enough
Oguri of judgement

Gift for a friend

nice - is it TPU? kinda looks like it :P
PLA
Neat pattern
*Knit pattern :D
I know there's some gun nerds in here. Anyone happen to know or have a file of the M1 carbine bayonet fitting? Since I can't fit a bayonet legally anyway I would love to have an adapter to picatinny rail on there for something like a bipod. I have been looking all afternoon but can't seem to find one
I did find a CAD file of an M1 bayonet, i'll slice off the bayonet fitting and patch it together with a picatinny rail
Welp my printer has arrived and I'm already putting it to work building ships lol

and yes its 3 venators. i have a fun idea for painting them different color schemes i saw a blue rendition i like i want to try
More ammo boxes!

some people are my kind of insane https://old.reddit.com/r/3Dprinting/comments/1q0n8df/
Reddit
Explore this post and more from the 3Dprinting community
3 new additions

As someone who will never learn to paint minis
This is why colour 3d printing is good, because it means I can have toys

its funny, I cant really see a reason for me to ever get one of those kind of printers because I love painting what I print more then any other part of the projects
like the one area I do wish I had multi color is being able to print transparent filaments along with the solid. for windows
because of that I think the ideal printer for me would be a dual extruder setup. I will only ever need 2 materials and having 2 nozzles means I can do mixed material printing easier and with less waste
Frankly if you set it up correctly it's a blast for toymaking or if you want a sharp color switch. Like the small plaque I did for a trophee. Paint wouldn't have been as sharp looking imo

maybe but that isnt really something I do often.
and I can laser cut stensles
everyones use case is a bit different
Yeah of course, it's a feeling thing. People who don't have an AMS just plan ahead their prints with stops and manualy switch filament
Which works just fine

And a little size comparison from the two, which are apparently scaled to eachother properly so like wow

Want to print a sheath for my new knife (high carbon steel so it needs more protection than a stainless blade but less general maint)

Any issues using pla for a small knife block/sheath
I would rather a semi custom block for my other knives as well any limitations you can think of other than build plate size
8 3/4" x 1 3/4" x 1/8" is the rough blade dimentions
well that is my intended design now to design 2 more for my other knives and ready it for priniting

Never tried it, but I imagine most PLA isn't terribly abrasive or anything, so at least from THAT perspective it sounds okay?
PLA seems to get brittle over time in my experience though, and that sounds suboptimal
some PLA gets brittle, weird alloys of it like Silk and Matte and a few others. basic PLA holds up long term really well.
as that is a kitchen knife I would be a little worried about keeping it clean/dry in a printed holder. layer lines could trap water in there if you dont make sure the knife is fully dry when putting it away. other then that it should be fine
another idea is doing a heat shaped holder for it. those plastic sheaths you can get a heat formed. they get sheet of what ever plastic that is hot in boiling water and then form it around the blade. I have seen people do the same thing for 3d printed splints out of PLA for like carpol tunnel braces (I need to make one of those actually) so the same idea could totally be done with a 3d printed sheet. even in like a cool hex pattern or something fun
less useful for a kitchen knife but a fun idea I think

ill hit send on it once I have the other knives bocks added
PLA is toxic if ingested and the fact that it will slide along a knive's edge will create at least micro plastics on the knife
I'd at least try to use a plastic that isn't inherently toxic if ingested
Ahh wait i got confused.
pla is not toxic
From what I've read just now, PLA is fine, PETG is better because organically inert
you cant be sure that the pla filament you buy dosnt contain anything weird but base PLA is one of the safer plastics
PLA get's easily broken down by the body so it cannot accumulate anywhere
that is what i figured most plasics are largely inert (which is the problem oddly enough)
ahh so PLA is a better choice
yeah, pla microplastics are probably one of the least worrying, but they probably still take your body a while to clear so who knows, PET and its varients are true forever plastics, those things never break down so while it might in theory by inert those micro plastics will be in your body for life
that is the issue they are inert no way to expell them
the knife needs to be wiped down before use as it is stored oiled
if its stored oiled that needs to be considered. you need a plastic that isnt going to have a problem with oil. I think PLA has problems with oil but not sure
OHH YEAH what kind of oil is it?
and keep in mind that the type of oil matters. some plastics will do fine with mineral oil but have bad reactions to veg oils or the other way around
exact composition IDK likely a higly processed veggie oil as it was sold with the knife
well aware of how solid hydrocarbon interact weiredly with liquid hydro carbons
wouldnt count on that, some pure mineral oils are food safe ish
the stuff you use on cutting boards and as a laxative
mineral is safe but a laxitive
fun fact, pure mineral oil can actually spoil. I learned this the hard way, very gross
just like how diesel can grow bacteria
yep Algy bio diesle is even better at it
They have discovered a few species of bacteria and fungi that can break down certain plastics, albeit slowly
It's everywhere, plentiful and often a carbohydrate, life will figure out a way to use it for energy
Aha cause "asian" was just a little too generic for google xD
Can you see if the container itself is stamped with a plastic identifier? Or is it glass?
pete
Hmm.. best bet will probably be testing it 😬
will test on a poop later
Can't translate the label? google lens has a build in translator
for short term storage it does not need a full reoiling but for long term it iwl
it only reads the sale pitch nothing elce
found it punging in the info on the bar code
Heh, ok. keeping their secrets...secret

that is the bottle I have as you can see the phone can read the text on the other side as well
@slender oasis a bit late to the convo. But I don't recommend printing anything for food because 3d printed plastic have micro holes that become havens for harmful bacteria do to how hard it can be to fully clean, it's just asking for food poisoning. Outside of the micro plastic issue
Yeah - make the sheath be able to turn outside-in for better cleaning...
think I mentioned something about that. as long as the knife is stored dry and clean this shouldnt be a problem. storing dry clean metal in plastic even if potentially porous should not be a big deal.
You don't use food grade clear coat?
Or food grade resin?
Or medical grade resin?
I haven't seen much about that. It might be possible
There's also medical grade silicone, which is fairly easy to get ahold of and stays permanently flexible
silicone is not a good option for a knife holder
you will never get the knife out of it
silicone to metal friction is very high.
also silicone is only sanitary if its vacuum degassed, most people do not have a setup to do that. its the same risk as a 3d print, if your not ok with a 3d print then silicone that has not been degassed has exactly the same risk
Ohh true didnt think of the actual usecase today, just meant that a (medical) silicone-coating generally makes it safe while being flexible
Didnt know that, thanks!
silicone gets microbubbles in it when mixing. these microbubbles result in tiny partially open pours on the surface that are the perfect little homes for nasty critters and they are nearly impossible to clean out. any silicone medical applience, food item or... um, other things that might go in the body, have to be degassed for them to be safe and sanitary. otherwise they can never be really cleaned and disinfected. really dangerous for developing biofilms
Ahaaa! You seem to know more - is there something like acetone steam for silicone? Like chemical smoothing?
nope
silicone takes a near perfect copy down to the microscopic details of what ever its molded in or with
I've seen people use pressure cookers to get rid of bubbles in casting resin, would that work?
pressurize it with air
Probably, if you rig it up to a vacuum pump 😛
not if its for medical or food applications. pressure makes the bubbles smaller it dosnt get rid of them. this is good in resins esspecially PU resins that actively generate bubbles if there is even the slightest bit of water in the resin (its hydrophillic as hell and that water comes out from the heat while curing making more bubbles) in silicone all the bubbles come from mixing and degassing the mixed silicone before pouring is the best way to get rid of them even the microscopic ones. those micro bubbles you can see are actually the dangerous ones for silicone and health safety.
best not to ask why I know so much about the health and safety aspects of "medical" silicone
I see someone else found Martins models 🙂

I... expected something else
Same
and it has to be this is a carbon steel knife
looks like they figured out the MMS (and roughly how I thought they would

"We got AMS at home" situation
yea not sure why the materials are stored on the outside
This is really wierd knowing how people praise the AMS for its filament dryish storage
yeah exactly
and even the AMS 1 is kina-ish capable of drying filament, if you place it on top of the printer and turn the heatbed up for some hours
reches about 44°C in there according to internal sensor
looking at it I would think those are just basic filament holders, not motorized or anything. meaning you can print from dry boxes if you want. the problem with the AMS style is it dosnt work for flexibles, this looks like it would be fine for that
a bit like the AMS lite that is better in every way then the standard AMS from bambu other then it not having the ability to dry
And they needed a whole different machine
Looks like it could be retrofitted but the new version has a number of upgrades over the 1 the MMS is bolt they did upgrade the servos and some of the cooling though
you mean steppers? I dont know of any 3d printers using servos but that would be cool. monster 3d printer using iHSV57 180w servos or something
like you might use on a mid sized CNC
part of the issues is that nema17 servos just kinda... arent really a thing. and people who have used the bigger nema23 servos havent really found much benefit to them
lol because for a 3d printer there just isnt. the reason you might want them on a CNC is the torque and accuracy under those higher loads
but if you were building an Ivan scale printer maybe it would be worth it?

You and your company can try Onshape for Free at https://onshape.pro/ivanmiranda
The files for this 3D printer are here:
https://ivanmiranda.com/products/big-3d-printer-mkv
These files are mostly finished and I'll keep updating them with whatever improvements or changes I make to the machine.
The part 1 of the build where I complete the frame ...
from some of what I have seen, some servos actually have trouble with the weight of 3d printer stuff. not too much weight, too little 😆
an excuse to upgrade to a pellet extruder!
honestly what I would want for a monster sized printer
I like my retractions 😛
someone came up with a pellet extruder that could do retractions of a sort. at least lower pressure enough to reduce oozing
yeah. usually they just slow down to reduce pressure
Dr. D.Flo made a large (1m3 or so) enclosed printer with a pellet extruder

looking clean 
are those funky supports or part of the design?
supports
firing up some ancient PETG I have had for years.
seems to be printing fine so far. starting with a skirt to get the wet stuff out of the bowden tube
FYI:
if you print the containers out... lets say ASA, you can just put your used silica gel containers onto the buildplate and crank it to 100 for some time.
if you shake em up a bit and turn em over they dry out totally fine
and for those interested:
I don't have ASA bed adhesion issues anymore since I started using 3DLac spray glue.
works like a charm.
sometimes even a little too well and I have to use isopropyl to get the stuff off haha
i use desiccant packs that I just shove in the oven
I bought a bulk pack of silica desiccant. It too goes in the oven periodically. And a whole bunch goes into the AMS.
yea exactly but instead of potentially toxic residue in the food oven, just put it on the heated bed :P
That's why you have a small camping oven in the workshop
i had previously partly melted some of my dessicant containers tho because i forgot that many ovens overshoot their set temperature
got a desiccant with supposedly safe indicators, but definitely worth making sure you're safe
And I use metal coffee cans when it goes into the oven
some ovens may wobble by as much as 30 or 40 celsius
Has anyone here ever tried to smoothe ABS with Acetone here ?
ovens also only work if its an electric oven. gas ovens produce water vapor when heating
The desiccant I have is basically fancy clay.
ima buy a 5kg roll of PLA I think
I bought 5kg of pla.
Anything fun?
My last order was for 10 'cause the local joint was running a steep discount for black friday. I really didn't need 10.
What's your planned project ?
I own a 3d printer so as with most things the project is to own 5kg of pla.
I have a 5kg role of pla. needed to print a holder a for it since it is massive
Kinda like how you buy a 3d printer to make things for the 3d printer
it dwarfs the 3kg i had before it, let alone the 1kg "normal" spools
Lol yeah... I've got a big ass filament dryer for that.
I'm probably gonna start printing gridfinity stuff for my toolbox
I could probably do with a drybox. I live in a high humidity area. luckily not swamp, but definitely damp
Cries in living in swamp land
Welcome to 3D printing
That's why we need overpowered filament dryers
I keep mine in my AMS or in vacuum bags😅
You're about 11 years late for me there lol
I can rant for about an hour about how the 3d printing community doesnt dry anything properly
The amount of time I see people not drying filaments infuriates me, especially because they are printing longer than me😅
Hot air alone doesnt dry plastic. You need hot, dry air. And humidity % isn't the number you need. That requires desiccant that can be regenerated and dew points below 0F
Even the people who dry it arent doing it right
Because the equipment needed to do it properly is expensive or fiddly. Or both
I love using those candy bags as well when trying to dry in my AMS😅
Personally though I just dry it with hot air until the cosmetic defects are gone since that's all most people care about anyways
Nobody cares about structural integrity, it's gotta look nice
I care about it😅
I refuse to dry my fillament because it's bullshit
You would THINK
that being packed in a vaccumm sealed bag, with dessicant inside
would mean that MAYBE
the fillament I bought was already fucking dry
but no it wasn't so I wasted like 700g of fancy stuff
I now refuse on principle to buy any fillament beyond basic ass "just fucking works" pla
Even PLA can benefit from being kept dry, especially over long periods. At least that's my understanding.
Well the pla can suck it up because it lives here

you can see where I ran out of the fillament I was originally using to print these holders lol
That would fuck up in the Netherlands and would make printing hard as layers would refuse to stick together.
I'm in london, it's a lot less wet here unless it rains
and when it rains I'm indoors
I am not someone who enjoys going through excess amounts of effort, I prefer things to work when I tell them to work
suffice to say I regret getting into 3d printing, since things love randomly not working
100% humidity is the average in the Netherlands 😅
I mean. I still printed with pla left out in my non insulated garage for a few months
Little stringing, fine otherwise
As a professional in the industry of processing plastics, you couldn't be more wrong.
Plastic will absorb enough atmospheric moisture to result in hydrolysis occurring during processing in as little as 15 minutes, depending on the grade.
Visual defects take scarcely any longer.
If you over design the parts where the loss in polymer strength doesn't result in failure then the cosmetic defects are entirely up to you to care about though
I don't mean bullshit as in "not real"
I mean bullshit as in "too much bullshit for me to care about"
Minimum effort, minimum results
Can kill layer adhesion too.
I tried putting in maximum effort
it served only to worsen my depression
so I've learnt my lesson
A cheap hot air dryer that you can put the entire spool inside of and print from the box goes a long wish
Way*
until I have to fuck about with changing the damn things out

The split in the two little insets is support.
But man is that a nice looking result from dried nylon
as someone who regularly changes fillament because I constantly make use of multimat printing, I cba to change things out all the time
That's just the price of admission there. I almost bought a 5-head printer the other day just to not do that but instead I just decided to simply stop printing things with multiple materials
And just design it in parts. But I'm doing mechanical things not cosmetic things
Also having multiple dryers and print heads is stupidly expensive

Thingiverse
Delicious looking angel-hair pasta. Also doubles as packing material.
Lmao
maybe hange a chain hoist from the ceiling so you dont hurt your back loading them


Chonky boi

I'm not sorry for posting this nearly X-rated 3d print shot.
Cuz that's layer porn right there.

Squidge breaking rules in here
Don’t stop
Having a 0.6mm nozzle screwed me a bit here on the decimal place but Yolo.

One bolt measurement tool.
Because my guys spent 2 days organizing all the bolts then put them all back into random bins anyways.

Just found a filament that looks purple with reflected light, and blue with transmitted light.
Let's see if I can paste an image link...
https://cdn.discordapp.com/attachments/1174760679174045798/1471632952629792932/59B90CF1-69CB-4153-AFFB-1975068E375D.mov?ex=69904d3d&is=698efbbd&hm=e0eccdc2a3f97f3bbe32f515f766018a7c98203582aa2110a07be38988d6760c&
neat
Yep! Hopefully picking up the roll some time today. Experimental color released yesterday. Also apparently UV reactive.
I have several UV reactive, and one that's flat out glow in the dark. Mostly used it to make trinkets for halloween. Fun stuff.
How many nozzles have you worn out with glow in the dark stuff lol
I've only used one roll. Actually not even one roll
And that was almost entirely on my ender 3. I don't think I've ever measured the nozzles to see if they're truly worn out. They'd always end up clogged and then I'd switch them out. Easy when they're in 5 packs for 4 bucks or whatever.
'Course, then I found out I could just burn out the clogs with a heat gun
I've run maybe 50 grams of it through my P1S / AMS, stainless 0.4mm nozzle.
I don't think enough to make a difference.
If I'm going to print a lot, I'll either pick up a hardened nozzle, or just use the sacrificial Ender instead
Glow in the dark stuff is usually incredibly abrasive, taking out a brass nozzle in a roll or two.
Stainless will fare a lot better but it's something to watch
Yeah, I've heard horror stories of it eating up the insides of an AMS.
But, still have less than one roll used, so I think I'm okay. Yeah, definitely something to watch out for
Can the P1S use 3rd party nozzles?
If you've got money burning a hole in your pocket the Diamondback nozzles truly are a lifetime product.
I've run like 10kg of carbon fiber nylon through one of them and its still exactly 0.6mm
There are 3rd party nozzles available for the P1S, but I have no experience with them. I have close to 1k hours on my P1S so far, MOST of that has been on the original 0.4mm stainless nozzle. Mostly PLA.
Those do look pretty awesome. Might be the answer if I start more regularly using abrasive filaments.
Apparently the new ones are even better. Better geometry on the tip and whatnot.
There seems to be a complete hot end available for the p1 series
$171 on 3dxtech
Apparently its a perfect 1:1 drop in without adjustment needed
Looks like .4, .6, and .8mm options
screm
I spilt plastic glue everywhere
why the FUCK did it not come with an anti-spill nozzle
Acetone would probably help
thankfully it mostly landed on these little foam puzzle mats, and I have a couple spare,
so after I freaked out (And ended up ruining it with kitchen roll in an attempt to wipe it up), I just replaced the mat lol
Meanwhile
Ah the joys of not reading the hardware list in time and now having to wait for a metal rod to arrive lol

going to print Sunder and Wrathguard to go with it?
I need to print more TES props
part of me still wants to craft the full set of armor to go with this

Sunder, yes
wraithguard, hell no
that one's complicated according to what the guy who designed them says
nylon thread, leather, elastic straps?
hell no

I gave up on a halo M6 model today because I had to fuck with springs that made me want to die
My halo ma5 model has been on hold for quite some time. Not because of springs, but because I have been slowly needing to edit parts that.. I swear the person never actually printed (they have a photo of it all finished 😆)
lol, that is why I am not so sure about making the rest of the armor for the helmet I made. it would be a hell of a project... and where would I put it when it was finished? well... I would print a life sized drauger to put it on of course with light up glowing eyes! but where would I put that?
this is why I hate using other peoples models. nearly every one I have tried has been full of so many stupid mistakes and bad design choices that make printing them harder and more wasteful of materials then needed.
I also really want to do a full set of T51 power armor from Fallout
I just want to print cute models to put on shelves that uh... I still haven't put up lol
Well I can't make my own, I'm not artist and my ability to make a model printable and assembleable is.. not quite zero but close
Worse for me
I am an artist
With 0 knowledge on how to make my models assembleable
Haha
Sobs
I just chop them up in the slicer and super glue shit back together
who needs fancy joints and shit, nothing a little super glue and bondo cant fix
some times epoxy if i need it to be more shock proof, super glue is really bittle and will break with even light impacts
Valentine

Nice
I haven't looked into it too much, but I'm pretty sure some slicers have features built in to break models up across build plates?
Or is that more "multiple pieces for multiple colors / materials"?
Both tbh
I need multicolour and probably multipart for a lot of stuff because I make complicated models that were never designed to be printed.
bleh
Something I've been trying to print has now consistently failed like five times I give up on it
Doesn't even feel like it should be complex but nope, fuck me I guess
Sometimes that happens. try to reslice it?
I did
I resliced, repositioned, re-everythinged everything I could think of
but no luck
What kind of failure(s)?
took me half a damn hour to tension one belt on my printer because its buried in the top frame and has about a half inch of space to get at it
Adhesion to the plate
Even though I'm using the exact settings I've used successfully for this fukin filament before
And when i fixed adhesion,
It turned into Inexplicably Crunchy Garbage
I've got a plate I just haven't seemed to be able to properly clean to get good adhesion again, not sure what the heck I did with it. Swapped to another. Printing fine again. shrug
What material and whats the plate?
I just had a PLA print warp off the bed. I am extremely salty about it
and this one made sketti
if its PEI, you could try scuffing it lightly with a a green pad. yes a smooth pad wont be entirely "smooth" any more, but it should help with adhesion. print beds are notionally a consumable, and the surface does wear down over time
sticks like its welded on to the PA glue I have.
I made the mistake of washing it off
Petg transparent
On the bambu supertack plate specifically for pla and petg.
I normally boost the heat settings on principle for the plate anyway since it doesn't stick even half as well as advertised
But even that didn't help
PA glue welds that stuff to my plate too lol
PA glue?
is that like glue ment to hold down PA prints or is it actually made of PA?
I have only used glue on my printer to keep things from sticking too well. the PETG and TPU I have is very hard to get off my build plate if I dont use a little bit of glue stick as a release layer. I just use a cheap elmers glue stick
rarely have problems with PLA sticking to the plate unless its my fault like I didnt clean the plate or the contact area is just too damn small and I didnt give it enough of a brim. as I am a bit paranoid and hate print fails I often use a brim even when not really needed. annoying to clean them up but less annoying then a print coming off the bed half way through
Magigoo stuff. No idea what its made of but it's for nylon. Just happens that I'm lazy and didnt clean it off and it worked great
Otherwise nothing sticks to the damn bed that came with my printer.
there's bolt "ramps" that sort the bolts automagically into bins :P
yeah haha
i thought about printing one but i barely have enough change to play with it
I actually need one. I have been using cash allot this year and have a stupid amount of change now I need to deal with

probably do it the easy way and just go to the bank and dump them in the sorting machine there. but it would be nice to go through them once first and make sure there are no rare coins in the lot
never know, might find a penny that is actually worth 5 cents!
oh wait, technically that is all of them
There4's probably a printable "coinmaster" that you can use to dispense coins by choice
Yes but to make one of those would be absolutely massive. We're using 3/8" diameter bolts and have basically every size from 1 inch to 7 inches in 1/4 increments.
Ohhh yeah for sure, probably an entire wall full...
but think of the saved time :P
And the 3D printing involved :P
It definitely won't save time
I rescind my former question... However if someone wants to tell me what color they think (paint color) for HD2 Helldivers yellow would be in spraypaint format i would appreciate it
Found some things for you:
https://www.playstation.com/content/dam/global_pdc/en/corporate/files/pdf/helldivers-2-cosplay-guide.pdf
and apparently people are using ginger yellow from rustoleum
it seems to be pretty close but not quite vibrant enough imo
or you could go for gold of course xD

Ooo
I think I'm going to go with the sunburst yellow based on the logo
Ty
I mean ive gotta get ALOT of sanding and filling, priming, base coats etc done. Yellow is gonna be my third to last thing

Also welcome to "you know what really grinds my gears"

Well you did say filling
When edge alignment is perfect and the center doesn't meet up


I had to order more lol
Ive only got gloss and satin colors left right now, so monday the painting will start
And bondo tomorrow
that is really common, just warping things. nothing you can do but sand and fill to fix
that is actually quite good aligment in my book
should have seen some of the BS with my big skyrim helm. I had some alignment problems that were so bad that filler wouldnt work, had to build up epoxy
I fill it usually with a 3D pen and then sand it down.
I personally started to dislike these gaps and just went to Liquid Resin printers for this stuff.
Resin Prints are all well and good until it changes it from a 22 plate print to a 141 plate print lol, I am presently using glazing putty and then painting the entire surface with UV resin and curing it so i can get it smooth
I prototype usually in PLA and then print it in a mix of 50% Tough and 50% ABS like Resin
Or in different strenghts depending what it is for
Wth are you printing? Liquid gold???

Not dollars lol, number of prints to make this
Shoulders were the test pieces, definitely ended up refining the technique for the chest and back
looking goood
Looking quite good.
sees paint can for scale
Oh.
OH.
Yah they seem HUGE
First clue was actually the teeny tiny looking sanding discs that are probably 5 inches.
Actually, maybe some of those are smaller size, so, I dunno
I'll be thrilled to see it being worn haha
just for scale...
AND FOR SUPER EARTH
I guess it's meant to look big and imposing but that doesn't work if the arms coming out look like strings in comparison lol

Ya there like, my size and im 6' 1" so there substantial haha, and yea those are 5" sanding discs
My arms arent huge but its to be worn with a very loose fitting shirt and jacket and all need padding under them to accommodate the strapping
Soft goods and helmet are the current project

Tried a little silver for that crosshatch scratch pattern

The scratch post is much more democratic now
The scratches look a little too thick for regular scratches imo but I think they could totally work for bullet marks from clankers if the beginning was a little more circular 
There thick yes but kind of a cool thing with the next step is that they are textured so when I oil wash them it'll separate the brush stroke lines into thinner and much less silvery lines that are very close together, but I gotta wait 24 hrs for the enamel clear coat to fully cure before I start rubbing mineral spirits all over it
AHHH omg that sounds kinda cool actually
didn't expect such processes

I dulled them down a little with more metalic first, some of them definitely were too thick

I imagine it's even more pronounced in person, but that yellow really pops
that yellow is beautiful

Heres post oil wash
Im doing another layer of it to really make it stand out
Then another satin clear coat in 2 days and im done done
Ok so
Oil wash vs clean


ohh hell yeah
damn now I'm actually kinda jealous and I haven't played the game since the playstation network shit
I feel you, I feel the same way about clone trooper armor
I am personally going to make an ODST set and this one, but I'm not a huge starwars fan... but damn that armor makes me want a set
Stickers and iron on needed now


do you have plans for the inside? polsters? other color that doesn't punch out as much as the blue, just in case?
its all getting lined like in the game, some foam and fabric to cover it
just didnt bother to paint the inside since its basically getting coated in spray foam once i get a chance to go to a fabrics stroe
store
there are soft/flexible spray foams now and you can get them at fabric stores?
I have only ever seen rigid spray foam, like the insulation kind
Probably plasti-dip on top of some fabric ?
no so the plan is a thick weave elastic on top of a flexible open cell foam base
it should be easy, I already have the foam, just got some of this

Quickly cushions odd-shaped or delicate products for shipping. Foam is incredibly soft and cushy. Easily molds around products. Reusable. Recommended for use as a protective wrap or void fill. ULINE offers over 43,000 boxes, plastic poly bags, mailing tubes, warehouse supplies and bubble wrap for your storage, packaging, or shipping supplies.
sorry the 1" version of this not the 2" thick

don't Mind me
Insufficiently flared base, unsafe.
I like to live dangerously.

Oh my
@high crag

It's like... "congrats, you've won the thread".
Awesome work. Each one looks better than the last. Not sure what else to say.
Ty, its just mostly update pics lol fun to share progress
What will you be using for the visor? :p
For satisfactory helmets, there was a faceshield that pretty much exactly matches, if cut to shape a little but doubt something like that helps for HD2 armor?
For the visor the best thing you could do is find some polypropylene sheets and gently heat it into the form, then cut it and insert it somehow



Geez that rocks
DEMOCRACY
I just lined it with ops core helmet pads and am working on integrating a small fan into it

probably a good idea haha
The new printer hole
ahh... helmet fan would also make sense tho

make sure the foam is safe for sustained higher temperature and IR radiation
The printer doesn't emit any ir
my bad, i meant black body radiation
the stuff that makes heat radiate
Ya it'll be all G there's a vent in there to circulate air
And I dont have foam up high so the hottest place will be fine
Plus I sealed the printer with gaskets to let less heat out
good 👍🏽
heard of a few cases where similar foam nearly caught fire after a couple of months because of constant heat modifiying the molecular strucutre or something like that
Oh no hdpe is very stable
hmm I should do that to my p1s
are there any kits you can recommend or DIY?
Its not a bad idea, plus i swapped all my fans for silent ones (besides the blower and hotend fan) and the foam and sealing means even 3ft away its not louder than a conversation
Uh, DIY
Use this stuff (link incoming)
ahhh thanks, was about to ask ^^

Door seal helps to reduce energy consumption, reducing
the outflow of cold air in your room in summer and keep heating in winter.
Weather stripping door seal can uses super strong fiber glue, which has
strong adsorption force and is not easy to fall off. It also does not leave glu...

Foam tapes are used for sound dampening, insulating, gasketing, cushioning/padding, and sealing and are designed to enhance the appearance and improve the overall performance of your product design. Each foam tape has unique features and ideal purposes. It’s important to pay close attention to th...
Both of these, different areas
not concerned about noise atm but keeping the heat in the chamber and fumes only out of the filter would be good
Needs to go inside the printer in some places too for heat
obviously the chute is open but I plan on adding an air trap to it
Fumes are just not as big of a deal as alot of people think, I have printed 60 plus hour ABS prints in a smallish room and still was in sub 50ppm for anything even somewhat irritant related
ye but my ASA tends to be a little smelly xD
What insignificant amount escapes the chute is going to need tens of thousands of hours with Asa and abs to even get to smelling
You also gotta realize that you need AN opening ool
Lol
Or else the fan has nowhere to draw air from and you make a vacuum which isnt good for the fan, it'll just run higher rpm and get hot and burn itself out faster
that is true - i saw a design that recirculates (parts of) the exhaust air
If its totally sealed your not pulling the internal air thru the filter anymore and its just sitting there doing nothing haha
Imo
With ASA
best practice is seal the top glass better than factory and the door, and make sure a fan is running in the room, anywhere. To circulate air... there is no way to eliminate the smell, those volatile particulates are often not cought by a filter because of how small they are, just move the air around to greatly dampen down the smell, I am basically noseblind to it but my girlfriend is super sensitive and has never complained or even noticed with just a fan and a little extra gasket material keeping most of the volatile elements trapped inside or sending them thru the filter...
The truly best practice is just stick it somewhere with good air circulation and add a HEPA filter to your air system in the house, it can move ALOT of volume around quickly, alot more than even any aftermarket filter can
That's still IR
The secret sauce is really coarse activated charcoal in a 5 gallon bucket.
Put a duct into the bottom so it has to make its way all the way through to escape.
I once had a multi bucket setup for growing some particularly smelly perfectly legal plants
Hops? they do stink like their cousin
Printer's in a fairly unused meeting room in the office so mostly it doesn't bother anyone.
But if it IS being used, I gotta pause for sure

This is in my office lol
I wanted it close at hand
The sound foam is only to keep the noise away from the other rooms in the house, I mostly print with ASA and PLA. Fumes are managed with some airflow in the closet and by having the printer better sealed, and noise is kept down with fan swaps and good rubber feet on the printer and desk, with the foam insulating the desk from the walls
The carbon filter i did swap out the activated charcoal for a carbon coated HEPA unit that had less flow resistance since I also swapped fans to noctua ones and the SP is lower, but mostly the smell is only noticeable if I close the office door, turn the fan off, and run a long Asa print

VOXELPLA
Only $5.99 | X-Filter for Bambu Lab printers is an all-in-one HEPA 13 and Activated Carbon Filter for Bambu Lab X1C, X1, and P1S. It is a direct upgrade for Bambu Lab Carbon Only filter. The X-Filter removes harmful nano-plastics and fumes when 3D printing with ABS, ASA, PETG, PLA, and fiber-filled materials.
Well, I meant the companies office about 30km away from home xD
You should have one at home. Never hurts to have some extra tech
Will probably move it home once I have a spot for it at home in a couple weeks
I did find this tho I was interested in

Upgrade to a professional 3D printing workstation with our premium 3D printer enclosure cabinet. This versatile enclosure integrates a top-filament hub for multi-color printing with direct-feed ports and a massive bottom storage shelf organizing up to 48 spools—keeping everything tidy and dust-fr...
Had an idea to coat the outer glass in privacy film and add sound foam inside, then run a duct into it from my air return loop for the house AC
Basically make a decorative cabinet for the corner that hides a printer, swap my x1 for a p2s and id have a silent little manufacturing area I can have about anywhere I want it
Along similar lines, I have a 2 inch or so diameter but something like 2 foot long PVC pipe stuffed with charcoal. I THINK the secret sauce may be sufficient dwell time over the charcoal.
That and ensuring it's activated almonds charcoal. Turns out it's not too hard to make.
I did see the Cody's Lab video on that. Looked like a cool project.
He did do some weird videos on making charcoal
Casually eats a ball of carbonized bees
One specifically involved (IIRC) injecting high temperature steam to do the 'activation' process, and even did some sort of titration testing after to see how much it had been activated. It's been a while though
Theres some backyard methods to get you close enough for functionality
Bambu also does not exactly have a full pass thru system for their filters: and not very high SP on their fans, if your doing somthing elaborate with a box and pipes and lots of medium for their air to pass thru... well you you need to replace that fan or add another fan inline that has much higher pressure
Star citizen ship i should print please enter your comments below
The Argo Cargo
No other answers allowed now
anyone in the market for a 1m 3d printer? only a cool 20k 😆 https://www.trademe.co.nz/a/marketplace/computers/3d-printers-supplies/3d-printers/listing/5810241909

lame, Elegoo's is bigger and 1/10th the price
but the the giant printer I want is the Sovol SV08 max
500x500x500 voron clone for 1k seems like a hell of a good option if you need to print big stuff. but I would also love to build one of Ivan Maranda's giant printer designs
Whenever I have the space for it I would love to get into 3d printing and eventually build my own voron
Remember, a 3D printer has many uses


Presently Having a Stroke trying to Print an object with 2300 1/2mm holes in it
printer is as well
Would it not be easier to just poke the holes in with a pin afterwards
Are those Oliebollen?
sure look likes it, but i think it's bread
Trypophobia inducing?

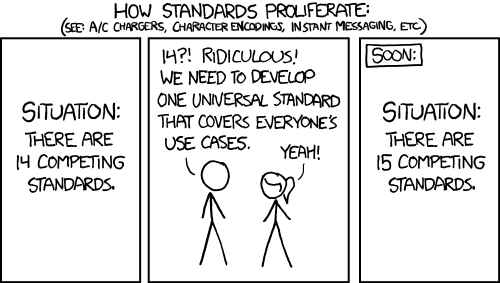{kind=link}
{kind=link}
{kind=link}
Just air frier beignets :)

Neat
lamps are a weird thing to print lol, anyone else make light fixtures?
I have been trying to design a desk lamp for years but keep hitting creative block on it. I do lots of lighting stuff, I am in the WLED discord
my moon clock/lamp

little hard to see in the photo but the red light is the min hand and the green light is the hour hand or something like that
Just did some big cleaning and had to solder a connector back on after I got some repeated "nozzle temp irregular" errors lol... time to order a new extruder interface board

Never thought to do this
I was thinking of just making a gicnt voron... slow the speeds down and use carbon rods for weight... maybe some larger steppers and for sure a direct AC heated bed

Little guy ain't tired yet
I say giant voron but i mean 350x350x300 or so
a normal oversized voron
So, sort of sad story, I have a Kickstarter X1C and its pretty much had no problems (besides normal printer problems) up until now, sadly however, the extruder interface board (the little one on the right side inside the toolhead) just decided... screw it, time to desolder the heater plug... and did that, unfortunately because I have a V5 board (the earliest release of the board) that means to replace it, I need to get a V9... which means I need a new cable, a new TH board, a new micro lidar... couple other things totaling out to just under the cost of a P2S... which really sucks! Lol. Anyways no tears for me yet I own a soldering iron and will gladly tinker, so wish me luck on un-effing my interface board or this old 5k hour workhorse will have to be set aside for an H2S
you could do what I do when I have old shit I want to repair
email customer support and ask if they have any of the old component you need laying around in the warehouse that they've never thrown away
because they probably do
sometimes by calling around a bit you can even find new old stock of some rather not-recent stuff
it's how I've ship-of-theseus'd my digital watch
Well I seem to have fixed it by soldering on new connectors for now
Also lol... bambulabs... customer support...
Ive seen defunct companies that make you jump thru less hoops
yeah you're not wrong, their customer support sucks ass
wanted me to replace like, fifty different parts on my printer
I solved the problem by just removing a part entirely
remove printer, install new printer
Lol
The monthly "billion dollar scam" post is circulating Facebook again.
Star citizen?
Aye but I didn't mean to put it here lmao